
Combining the very best in technology and technical ability, our deep hole drilling department exceeds the needs of customers who have requirements for holes between 2mm diameter and 25mm diameter, to depths of up to 2500mm.
With an impressive selection of deep-hole drilling machines at our disposal, we provide a highly cost-effective, rapid-response solution to industries requiring the highest quality within the shortest possible time frame.
| Description | Value |
|---|---|
| Minimum Bore Diameter | 2mm 0.0787″ |
| Maximum Bore Diameter | 30mm 1.1811” |
| Maximum O.A.L. | 2500mm 98.425″ |
| Bore Tolerance | ± 0.05mm ± 0.002” |
| Surface Finish (Drilling Only) | 1.6μ 63√ |
| Accuracy (Drill Wander / T.I.R) | 0.025mm per 25.4mm 0.001″per 1″drilled |
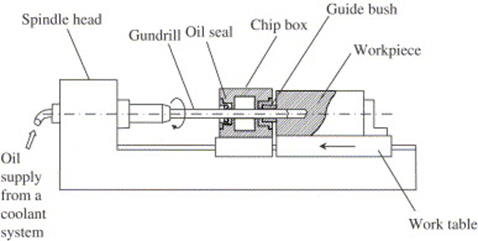
It is suitable for a wide range of metals, including the strongest superalloys. Deep hole drilling is used in many industries, including oil and gas generation, aerospace, mould-making and heavy industry.Deep hole drilling is a common method of drilling deep holes, utilising a gundrill tool made from carbide with a kidney-shaped shaft to form holes with a high depth-to-diameter ratio.

